
五金冲压和激光切割是相对不同的程序,但产生的结果却相似。这些程序受到大多数金属成型公司的欢迎,成本、质量和其他因素是两者的分界线。这些技术通常将金属塑造成所需的定制件,适合于各种工业用途,包括汽车和航空航天。对于任何制造商来说,开始时,混淆这两者会让人困惑。甚至对于一些客户来说,在如何将金属塑造成定制设计方面,这两者的定义也相当明确。如果是这样,这个五金冲压与激光切割的比较将提供有用的信息。激光切割的比较将提供有用的信息,让你更好地了解。
什么是五金冲压和激光切割工艺?
五金冲压是传统使用的金属成型工艺,使用机械力来塑造金属的自然状态。接受成型的金属–毛坯–是由一个模具塑造的,这个模具是带有定制凹痕和脊线的工具。在准备阶段应该考虑很多因素,包括使用的金属类型、施加的力、金属的流动,以及其他许多因素。
另一方面,激光切割不需要任何模具或机械力,只需要一束激光。激光具有切割任何金属的倾向,并通过数字编程来创造不同大小和深度的形状。这两种工艺创造的产品具有类似的条纹,有时要区分它们是很有难度的。
我们将深入研究这两种工艺,以便更好地了解它们,并迅速将它们区分开来。
深入了解五金冲压
五金冲压结合了模具和机械力,将金属板塑造成所需的形状。这个过程需要仔细规划,包括模具、力的大小和使用的材料类型。此外,这是一个更多的实践过程,需要将模具设计成定制的形状,以生产所需的金属零件。
使用的五金冲压工具和材料
五金冲压使用精心选择的工具和材料,以创造用于各种行业的所需部件。使用的材料包括高延展性的金属,如铝和那些能容忍高拉伸力的金属,如钢和其合金。此外,模具大多是定制的,用于为一些行业生产大批量的产品。
一个模具在测量上必须是精确的,在尺寸精度上必须是钉子的。这使得计算机辅助加工(CAM)和计算机化数字控制(CNC)在创建特定的定制模具中不可或缺,以产生具有高尺寸完整性的零件。此外,需要对使用的液压力量进行计量,以防止可能出现的事故。
五金冲压程序
五金冲压是一个同步的过程,可以发生在一个单一的推力上,也可以在不同的工位上进行。真正的动作是利用力将坯料塑造成所需的形状和图案。无论是液压还是机械产生的。一旦模具被定制,系统被设置,金属坯料就会被送入,并在另一端被弹出之前进行转换。
五金冲压通过各种工艺和类型发生,产生类似的产品,但具有不同的质量和细微差别。以下是不同五金冲压类型和技术的概述。
五金冲压的类型
以下是各种类型的五金冲压工艺。
四滑块冲压
四滑块冲压使用垂直排列来塑造金属坯件,使用四个滑块,有四个不同的工具同时进行多次弯曲。它使用凸轮旋转来控制四个滑块的每个运动,同时进行各种操作。这是最快速和最有效的冲压操作,是大批量运行的理想选择。
渐进式模具冲压(级进模冲压/连续模冲压)
渐进式模具冲压使用独立的工位,进行各种冲压操作,包括折弯、压印和切割。坯料被送入渐进式模具,在每次冲压后移动到下一个工位,在另一端弹出。级进模的每个工位都与前一个工位不同,其结果通常比其他类型的冲压操作更精确。
转移模冲压
转移模冲压与级进模冲压相似,但在金属从一个工位到另一个工位的方式上有所不同。拆垛机用于将坯料线圈送入级进模进行冲压,而转移模冲压则使用传送带将冲压件从一个工位转移到另一个工位。坯料在传送带上经历了几个五金冲压过程,最后作为一个成品金属零件被弹出。
深入了解激光切割
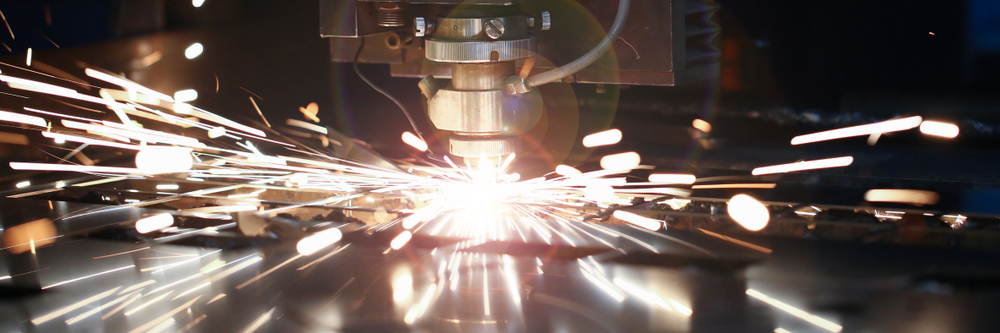
激光切割产生的结果与五金冲压相似,但金属成型工艺与传统冲压操作完全不同。激光切割使用激光束来塑造和切割金属,通常对大批量的运行来说是快速和精确的。这种工艺结合了数控机床和激光器,通常是按照计算机软件上的试验设定进行预编程。
激光切割工具和使用的材料
与五金冲压不同,激光冲压不需要任何工具,因为它使用计算机数控机床与激光切割器相结合。这使得它非常精确,切割的边缘更光滑,切割高度紧密。这种操作不会导致工具磨损,因为它几乎不使用任何工具,也不使用液压等纯粹的力量来塑造金属。
激光切割是快速的,不需要对金属部件进行精加工和处理的二次操作。相反,一切都同时发生,一旦激光切换到另一个零件,金属零件就可以随时使用。不同类型的激光器被用于激光切割,其中光纤激光器在金属操作中最受欢迎。以下是这种金属成型工艺中使用的各种类型的激光器。
二氧化碳激光器
CO2激光器产生强大的光束,其方法是让电流通过一个两端都有镜子并充满气体混合物的管道。两个镜子中的一个通常是完全反射的,而另一个只是部分反射,放出的光束可以塑造金属部件。通常情况下,该混合物包含氮气、氢气和氦气,其中二氧化碳是产生不可见光的最基本物质。
与其他类型的激光器相比,二氧化碳激光器的效力并不惊人,因为它们不具备切割较厚金属部件的完整倾向。然而,它们通过提高氧气供应量来切割薄铝板和其他软金属。具有多千瓦的数控二氧化碳激光器被用于金属切割作业。然而,它们在金属切割操作中一般并不实用。
光纤激光器
光纤激光器在金属切割中很熟悉,但它们对其他材料如热塑性塑料、玻璃和木材仍有帮助。它们是一个固态激光器组,使用从泵浦二极管获得能量的种子激光器。它们产生的光束更强大,也更稳定,比大多数其他激光器有更长的生命周期。它们的典型波长通常为1.065微米,使焦距直径更细。
与二氧化碳激光器不同,这些类型的激光器有足够的效力,可用于金属和合金的金属雕刻、退火和标记。它们的维护费用也很低,但价格昂贵,尽管它们可以切割18至20毫米的厚金属。它们以准或连续光束发射光束,并提供脉冲光束。
Nd: YAG/Nd: YVO 激光器
这些激光器用于晶体层切割过程,与其他激光切割机相比,具有很高的切割能力。然而,由于它们的使用寿命低,维护和零售价格高,在金属成型行业并不那么受欢迎。它们利用各种晶体,包括掺钕钇铝石榴石(Nd: YAG)或掺钕正钒酸钇(Nd: YVO)晶体,这就是它们的名字。
与光纤激光器一样,这些类型的激光器也很有力,可用波长为1.064微米。这使它们成为切割厚金属并根据预先编程的数控加工进行塑形的理想选择。虽然它们允许有脉冲能量,但与Nd: YAG晶体相比,Nd: YVO不允许有高脉冲能量。
五金冲压和激光切割的主要区别
激光切割和五金冲压之间的区别是非常清楚的,尽管这两种工艺产生的结果相似–或几乎相似。主要是,很容易在金属成型程序、所用时间、成本和能力之间划清界限。以下是如何区分五金冲压和激光切割的方法。
程序
结果可能相似,但过程通常不同。五金冲压使用模具压住金属,将其塑造成所需的形状。这意味着使用机械或液压力,通常是计量和测量的。此外,材料的考虑是最重要的,因为不是每一种金属都能承受巨大的冲压力。
在冲压之前,模具的制作是必须的,以便为各种行业创造定制设计。模具材料必须足够结实,能够无误地塑造金属,并精确地促进无缝流动。这种金属成型工艺需要在将金属置于压力之下以获得高质量的金属零件之前进行适当的规划。此外,零件可能需要经过二次加工,以提高其美感和精度。
另一方面,激光切割只需要数控机床的预编程,其余的都是无缝落入。激光机在整个金属成型过程中利用数控加工技术,与冲压相反,冲压只在模具加工中使用。激光束做所有的工作,将金属切割成所需的形状,并保证更好的精加工,所有这些都在一次操作中完成。
时间
与激光切割相比,金属冲压需要更多的时间来生产类似的批量产品。在金属冲压中使用的工具吞噬了生产时间,因为模具需要定制和测试应力。这要从使用软件进行计算机辅助设计开始,这可能相当耗费时间。之后,数控铣削制造这些模具,对于结合各种金属冲压工艺的渐进式或转移式模具来说,这可能需要更长的时间。
另一方面,激光切割是快速和令人难以置信的高效,在一次操作中完成切割、清洁和精加工。这在保证效率的同时,也节省了时间。对于激光切割,规划过程通常是由编程计算机以数字方式完成,并将算法输入数控机床。这些机器配备了大量的激光器,由机器控制,使整个过程尽可能快。
成本
成本问题取决于两种金属成型工艺中的各种因素。争论的焦点通常是采购机器和保持机器运行的成本是多少。当然,造成成品零件的金属可以是类似的。但是,劳动力或更换的成本有什么区别吗?
五金冲压作业需要适当的维护和服务。此外,由于摩擦,它们的磨损程度不亚于它们对金属的端部塑造。虽然这是预料之中的,但它大大降低了金属成品零件的质量,要求经常更换。这使得这个过程成本很高,即使机器采购–包括工具和购置–比较便宜。
相反,激光切割不需要工具或更换机器,因为它使用的激光器有很长的寿命。这意味着维护成本可以比五金冲压低。然而,公平地说,获得这些机器是昂贵的,但这是相当好的投资。此外,这些激光切割的数控机器使用数字计算机编程,不需要人力来操作,因为它们应该。
五金冲压和激光切割的优势和劣势
五金冲压和激光切割各有优点和缺点,推动了众多行业的偏好。
五金冲压的优势
五金冲压可以塑造更厚的板材–由于使用强大的液压力量,所以对金属板材的塑造过程没有厚度上的争议。激光切割不能处理较厚的金属,这些金属对冲压模具来说只是走马观花。
它可以处理大量的金属合金 – 一些激光器(特别是二氧化碳激光器)不能够在某些金属上操作。这就限制了五金冲压的选择,而五金冲压具有处理所有金属种类的高倾向性。
它提供了比切割操作更多的功能–金属冲压可以执行许多工艺,包括压平、整形、切割和压印。这与激光切割相差甚远,激光切割只能切割金属和塑造金属。
五金冲压的劣势
模具磨损 – 模具在加工过程中经历了巨大的摩擦和磨损。
模具制作需要时间 – 数控铣床必须创建定制模具来塑造金属。此外,由于单一的设计只适用于不能改变的特定形状,所以不能提供如此多的用途。
激光切割的优势
快速高效 – 激光切割速度快,效率高,是金属零件大批量生产的理想选择。
没有工具磨损 – 与五金冲压不同,激光切割不需要工具。这就消除了工具磨损和后续更换的情况。
不需要二次加工 – 激光切割能产生平滑的边缘,没有毛刺和锐利的痕迹。这就消除了二次操作的需要。
激光切割的劣势
深度限制 – 与五金冲压不同,激光器不足以穿透较厚的金属。
改变钢铁特性的能力 – 极端的激光温度会改变金属的化学和物理特性。钢通常比其他金属更容易受到影响。
结论
五金冲压和激光切割之间的选择取决于许多因素。但总的来说,尽管涉及时间和成本,这两种工艺产生的结果几乎相似。这两种操作在众多制造业中创造了功能部件,使它们在各方面都不可或缺。
